

CNC Machining
Production Floor
Multi-axis CNC centers operating 6 days a week — bore, surface, and valve seat machining all under one roof. No sub-contractors, no tolerance drift.

Automated Engine
Assembly Systems
Every fastener torqued to OEM specification. Assembly SOP documented and accessible to buyers. Ships ready-to-install — no local machining or re-assembly required.

100% Dyno Tested.
Zero Compromise.
Cold-start and hot-run cycles. Every engine ships with a signed test report — not a sample certificate. Not batch-based. Every single unit.
Micro-Crack Detection
Before It Ships
Vacuum pressure testing catches porosity and combustion chamber seal failures — eliminating the #1 cause of aftermarket returns and warranty claims.

Fumigation-Free
Export Packaging
Rust-inhibited, impact-resistant wooden crates rated for LCL and FCL sea freight to North America, Europe, Latin America, and Australia.
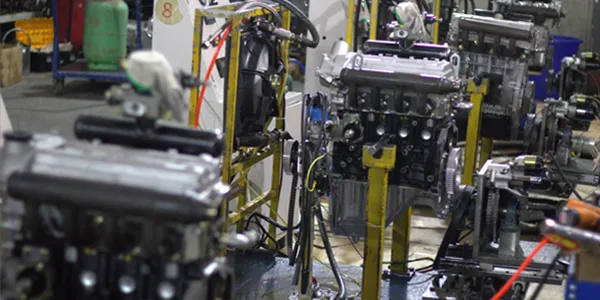
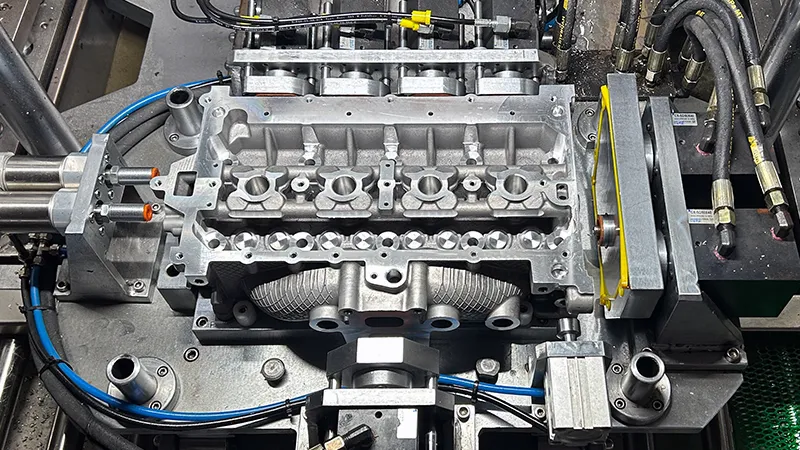
CNC Multi-Axis Machining
& Automated Assembly Lines
Every component is machined in-house on CNC lines before moving to the assembly floor — no outsourced machining, no tolerance surprises. What you see here is what goes into every engine we ship.
CNC×Multi
Axis Machining
In-House
No Outsourcing
±0.01
mm Tolerance

Multi-Axis CNC Center
Precision bore, surface finish, and valve seat machining — all in one integrated workflow. No sub-contractors, no tolerance drift.
Multi-Axis CNC Center
Bore · Surface · Valve Seat — All In-House

Cylinder Head Machining
Surface flatness to OEM spec

Block Boring & Honing
Cylinder bore to ±0.01mm tolerance

Crankshaft Grinding
Journal finish for bearing longevity
Torque Assembly Station
Digital torque control per OEM spec

Valve Seat Cutting & Insertion
Hardened seats for extended valve life

Piston & Con-Rod Assembly
Ring gap set and pin clearance verified
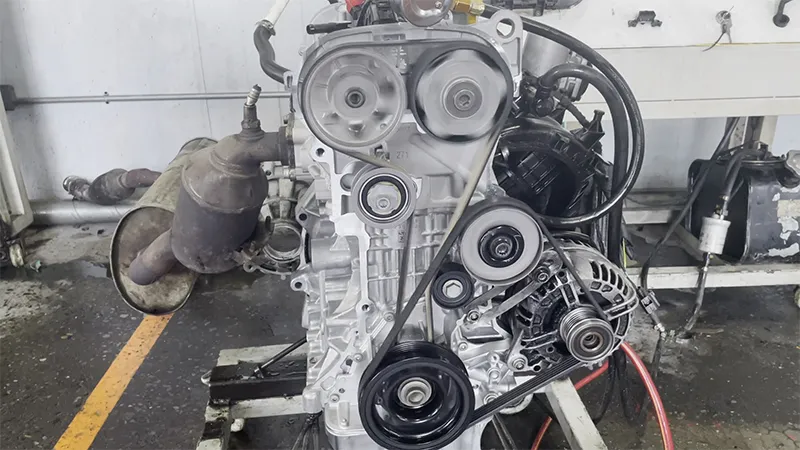
Long Block Pre-QC Stage
Visual and dimensional check before dyno

Camshaft Lobe Measurement
Lift profile and base circle verified against OEM drawings before assembly clearance.

Oil Gallery Flushing & Cleaning
All passages pressure-flushed before final assembly

Export Crating & Rust Protection
Anti-rust wrap + fumigation-free wooden crate, sea freight rated
End-to-End Production Flow — No Steps Outsourced
Raw Material
Incoming inspection
& certification check
CNC Machining
Multi-axis precision
bore & surface finish
Assembly
Torque-spec controlled
per OEM standard
Testing
Dyno + Vacuum
100% unit coverage
Export Pack
Fumigation-free crate
sea freight ready
Dyno & Vacuum Testing.
Every Single Unit.
Not sample-based. Not batch-based. Every engine and cylinder head that leaves this facility has a signed test report attached to it. This is the equipment that makes that guarantee possible.
100%
Test Coverage
2yr
Warranty
60k
KM Covered
100%
Every Engine Tested
Dynamometer Testing
Cold + Hot RunCold-start and hot-run dyno cycles verify power output, oil pressure, coolant temperature stability, and blowby — before any engine is cleared for shipment. Test data is logged and available on request.
Cold Run Cycle
Initial startup, oil pressure verification, blowby check
Hot Run Cycle
Full operating temp, power output & thermal stability
Parameters Logged
0
Cracks Missed
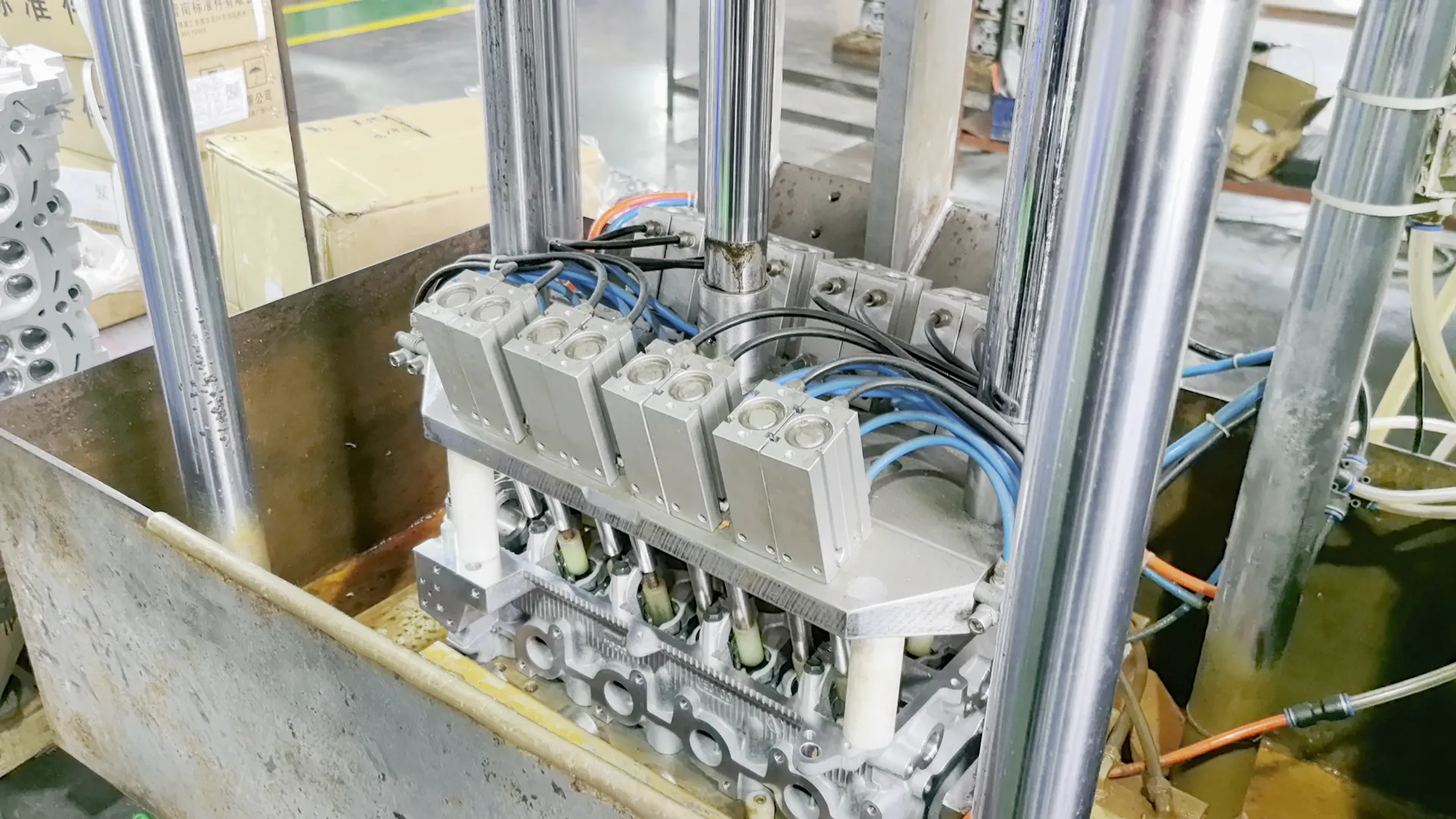
Vacuum Pressure Testing
100% HeadsEvery cylinder head undergoes vacuum pressure testing to detect micro-cracks, porosity, and combustion chamber seal integrity — eliminating the #1 cause of aftermarket failures and warranty claims.
Crack Detection
Micro-porosity and casting defect identification
Seal Integrity
Combustion chamber and water jacket pressure hold
Failure Modes Caught
Digitally Logged. Traceable by Serial Number.
Our QC records don't exist on paper alone. Every engine's dyno and vacuum test data is logged digitally, traceable by serial number — so you always know what was tested, and how.
Can't Visit? Get a Live Factory Walk-Through
We schedule live video tours of the production floor and testing stations at your convenience — no travel required.